Products
CUSTOM DESIGNED & ENGINEERED SYSTEMS
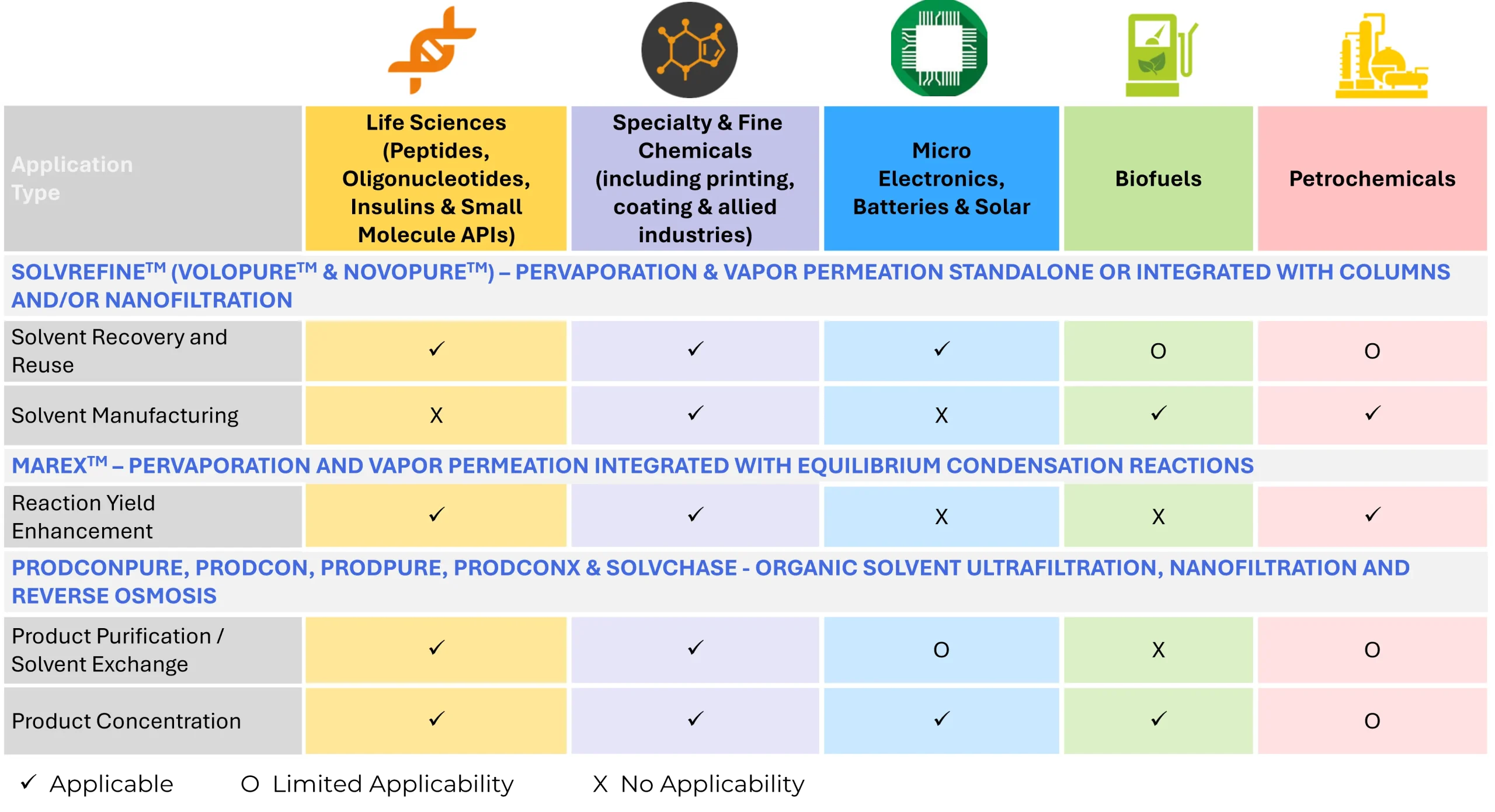
ICN has 360 degrees Molecular Separations Expertise and has the capability to develop a novel process, process design, engineering and execute a modular system project in a wide range of industrial sectors.